
五轴加工中心核心优势与四轴加工对比解析
发布时间:
2025-06-11
五轴加工中心因其多维度动态加工能力,逐渐成为复杂零部件制造的核心设备。相较于四轴设备,五轴加工中心通过多角度同步切削,显著提升了异形结构件的加工精度与表面质量,缩短了生产周期。
在精密制造领域,五轴加工中心因其多维动态加工能力,逐渐成为复杂零部件制造的核心设备。相较于传统的四轴设备,五轴加工中心通过X、Y、Z轴与两个旋转轴(A/B/C轴)的协同运动,实现了对工件多角度、多曲面的同步切削。这种技术突破不仅扩展了加工空间自由度,更显著提升了异形结构件的加工精度与表面质量。尤其在航空航天发动机叶片、医疗器械关节植入体等复杂几何轮廓的加工场景中,五轴技术通过减少重复定位装夹次数,降低了人为误差风险,同时缩短了生产周期。随着高精度曲面加工需求的增长,五轴与四轴设备在联动轴数、加工效率及成本控制方面的差异,成为企业技术升级决策的关键考量点。
五轴加工中心的核心竞争力在于其多维度协同控制能力。通过X、Y、Z线性轴与A、B旋转轴的联动配置,设备可实现对刀具空间轨迹的精准规划,使切削点始终垂直于复杂曲面轮廓。这种多角度同步加工特性,使得涡轮叶片、人体骨骼植入物等异形结构件能通过单次装夹完成多面加工,避免传统工艺中因多次定位产生的累积误差。与此同时,五轴系统的动态刀具补偿技术可实时调整刀尖接触角度,在深腔加工或倒扣区域中维持稳定的切削负载,显著提升表面光洁度与刀具寿命。相较于四轴设备受限的3+1轴运动模式,五轴技术通过扩展空间自由度,将加工范围从平面定向雕刻升级为立体全向成形,为高附加值零件的批量化生产奠定技术基础。
四轴与五轴联动差异
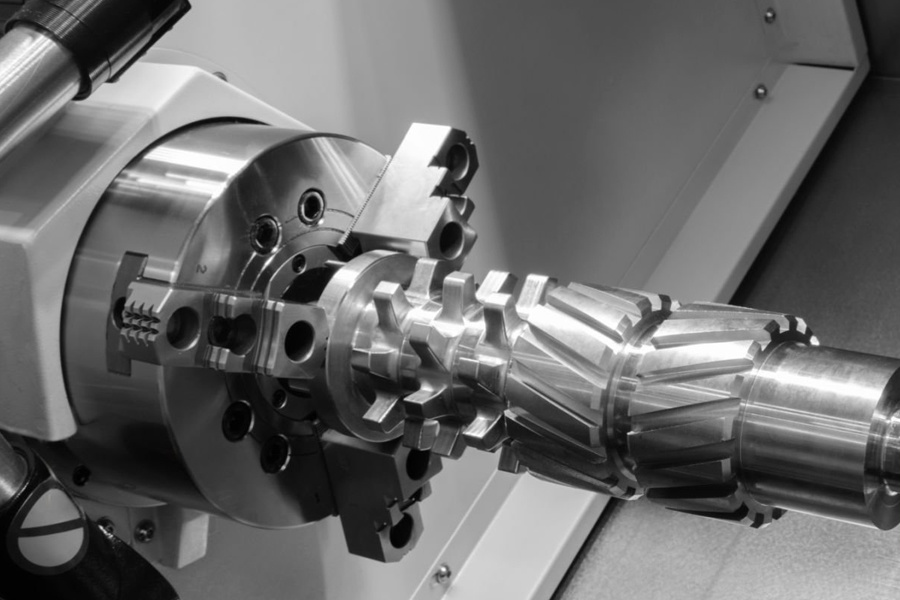
从运动自由度来看,四轴加工中心通常由三个直线轴(X/Y/Z)和一个旋转轴(A或B)构成,其联动模式以"三轴+单旋转轴"为主,加工过程中需通过分度定位实现多角度切削。而五轴设备则整合了两个旋转轴(如A/C或B/C),形成"三直线轴+双旋转轴"的全方位联动架构,使刀具能够在任意空间角度保持与工件表面的法向接触。这种差异在加工涡轮叶片、螺旋锥齿轮等复杂曲面时尤为显著——五轴系统通过实时调整刀具姿态,避免四轴设备因分度换向造成的切削断续问题,从而降低表面振纹并提升轮廓精度达30%以上。同时,双旋转轴的协同运动使工件在一次装夹中完成五面加工,相较四轴工艺减少60%以上的夹具调整时间。

复杂零件加工效率对比
在复杂异形零件加工场景中,五轴加工中心通过多角度同步切削显著缩短加工周期。四轴设备受限于旋转轴运动范围,加工曲面或深腔结构时需多次调整工件装夹角度,导致刀具路径分段、空行程增加。例如航空航天领域的叶轮类零件,四轴加工需进行3-4次定位切换,而五轴设备利用B轴与C轴的复合运动,可实现叶片正反面及流道区域的一次性连续加工,整体效率提升30%以上。同时,五轴技术通过优化刀轴矢量控制,使刀具始终处于最佳切削角度,在钛合金、高温合金等高硬度材料的精密切削中,单次走刀即可完成四轴设备需多道工序才能实现的表面精度要求,进一步压缩无效加工时间。
减少装夹优化成本结构
五轴加工中心通过多自由度运动系统显著降低工件重复定位需求,相较于传统四轴设备需要多次调整夹具完成多面加工的作业模式,五轴技术可实现单次装夹完成复杂曲面的全工序加工。这种工艺改进不仅缩短了20%-40%的辅助时间,更减少了因重复装夹产生的累计误差风险,使精密零件加工合格率提升至98%以上。在医疗器械领域,髋关节假体等异形部件通过五轴同步切削可减少5次以上夹具转换环节,直接降低30%以上人力成本与15%的刀具损耗。同时,批量生产时设备利用率提升带来的边际成本递减效应,使复杂结构件的单件加工成本较四轴工艺降低约18%-25%。
综合来看,五轴加工中心通过多轴联动与空间自由度扩展,在复杂曲面加工领域展现出不可替代的竞争优势。相较于四轴设备,其同步切削能力不仅将加工精度提升至微米级,更通过减少多次装夹带来的累计误差风险,显著提高关键结构件的成品合格率。从成本效益角度分析,五轴技术通过单次装夹完成多面加工的特性,使医疗器械精密组件、航空发动机叶片等典型产品的生产周期压缩30%以上,同时降低夹具设计与人工操作成本。随着工业制造对异形零件集成化需求的增长,五轴加工中心正逐步成为高附加值产品制造的核心支撑技术。